








Hogyan készülnek ezek a vékonyfalú alkatrészek?

A fémfonás a fémlemezek szimmetrikus forgásos alakítási folyamata. Az orsó forgatja a nyersdarabot és a formamagot, majd a forgó kerék nyomást gyakorol a forgó nyersdarabra. A fonógép főtengelyének forgó mozgása, valamint a szerszám hossz- és keresztirányú előtolási mozgása miatt ez a helyi képlékeny alakváltozás fokozatosan kiterjed a teljes nyersdarabra, és ezáltal különböző formájú üreges forgó testrészeket kap.
Eljárási költség: öntőforma költség (alacsony), darabos költség (közepes)
Tipikus termékek: bútorok, lámpák, repülőgépipar, szállítás, étkészlet, ékszerek stb.
Megfelelő hozam: kis és közepes tételes gyártás


Felületi minőség:
A felület minősége nagymértékben függ a kezelő készségétől és a gyártási sebességtől
Megmunkálási sebesség: Mérsékelttől nagy gyártási sebességig, az alkatrész méretétől, összetettségétől és a lemezvastagságtól függően
Alkalmazható anyagok:
Alkalmas meleg fémlemezekhez, mint például rozsdamentes acél, sárgaréz, réz, alumínium, titán stb.
Tervezési szempontok:
1. A fémfonás csak forgásszimmetrikus alkatrészek gyártására alkalmas, a legideálisabb forma pedig a félgömb alakú vékonyhéjú fémalkatrészek;
2. Fémfonással kialakított alkatrészeknél a belső átmérőt 2,5 m-en belül kell szabályozni.

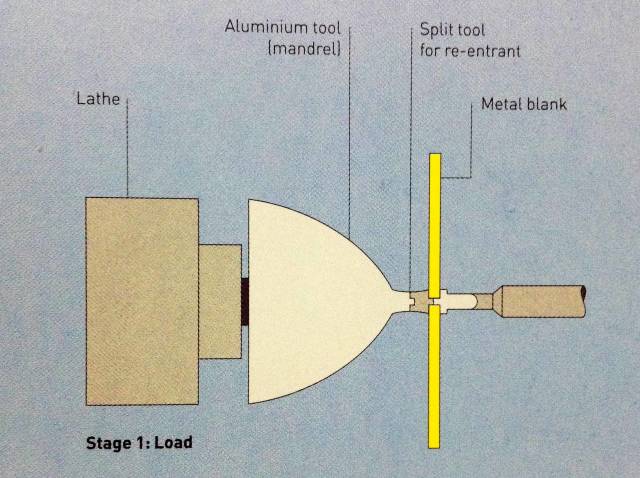
1. lépés: Rögzítse a vágott kerek fémlapot a gép tüskére.
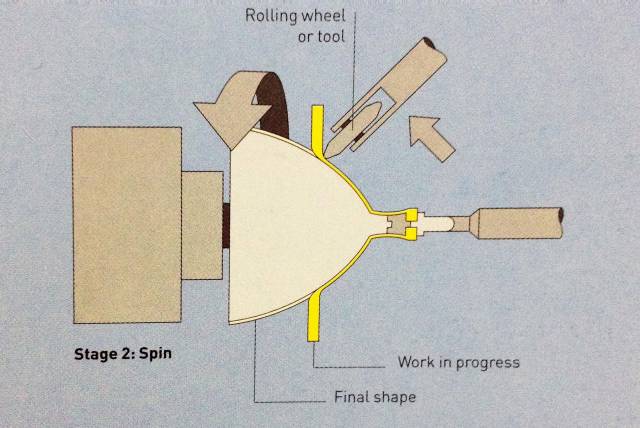
2. lépés: A tüske a kör alakú fémlemezt nagy sebességgel forogni kezdi, és a szerszám a futószalaggal elkezdi nyomni a fémfelületet, amíg a fémlemez teljesen nem illeszkedik a forma belső falához.
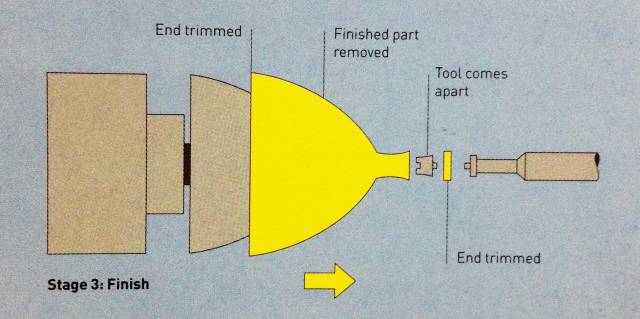
3. lépés: A formázás befejezése után a tüskét eltávolítjuk, és az alkatrész tetejét és alját levágjuk a formázáshoz.
Küldje el nekünk üzenetét:
-

Alumínium CNC megmunkáló alkatrészek
-

Alumíniumlemez gyártás
-

Tengely nagy pontosságú CNC megmunkálási alkatrészek
-

CNC megmunkált alkatrészek Olaszország számára
-

CNC megmunkálási alumínium alkatrészek
-

Autóalkatrészek megmunkálása
-

Titánötvözet kovácsolás
-

Titán és titánötvözet szerelvények
-

Titán és titánötvözet kovácsolások
-

Titán és titánötvözet huzalok
-

Titán rudak
-

Titán varrat nélküli csövek/csövek
-

Titán hegesztett csövek/csövek