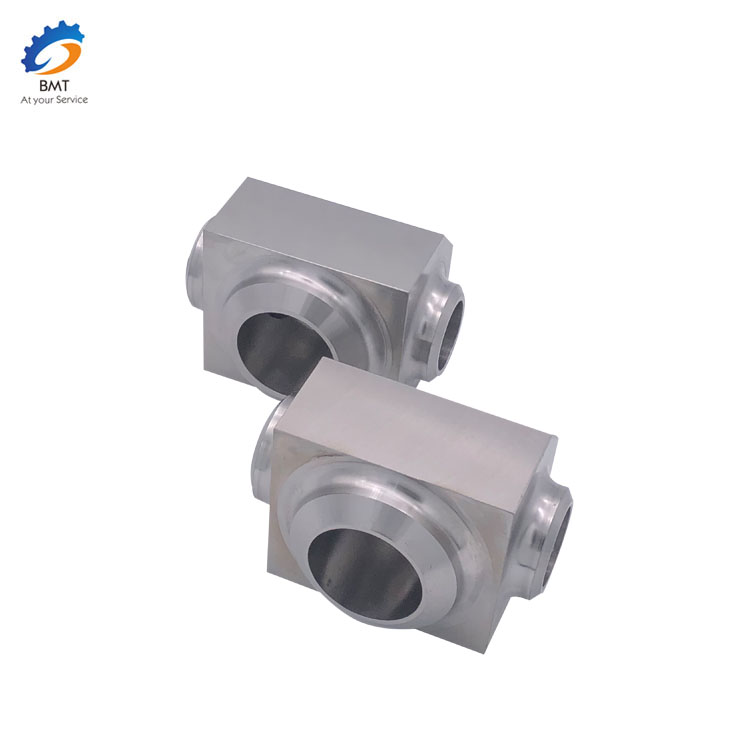
CNC autóalkatrészek professzionális gyártója
A BMT a precíziós megmunkálásra, a nem szabványos alkatrészfeldolgozásra, a CNC ömlesztett alkatrészek feldolgozására, a numerikus vezérlésű autóalkatrész-feldolgozásra, a tételes titánötvözet nagy pontosságú alkatrészfeldolgozásra, a tengelyalkatrészek feldolgozására, a félvezető berendezések alkatrészeinek feldolgozására stb. szakosodott, gazdag tapasztalattal rendelkezik, felszerelt. CNC megmunkáló központtal, CNC esztergagépekkel, huzalvágóval, marógéppel, csiszológéppel, faragott, három koordinátás mérőműszerrel, magasságmérő műszerrel és egyéb nagy pontosságú gyártó- és érzékelő berendezésekkel.

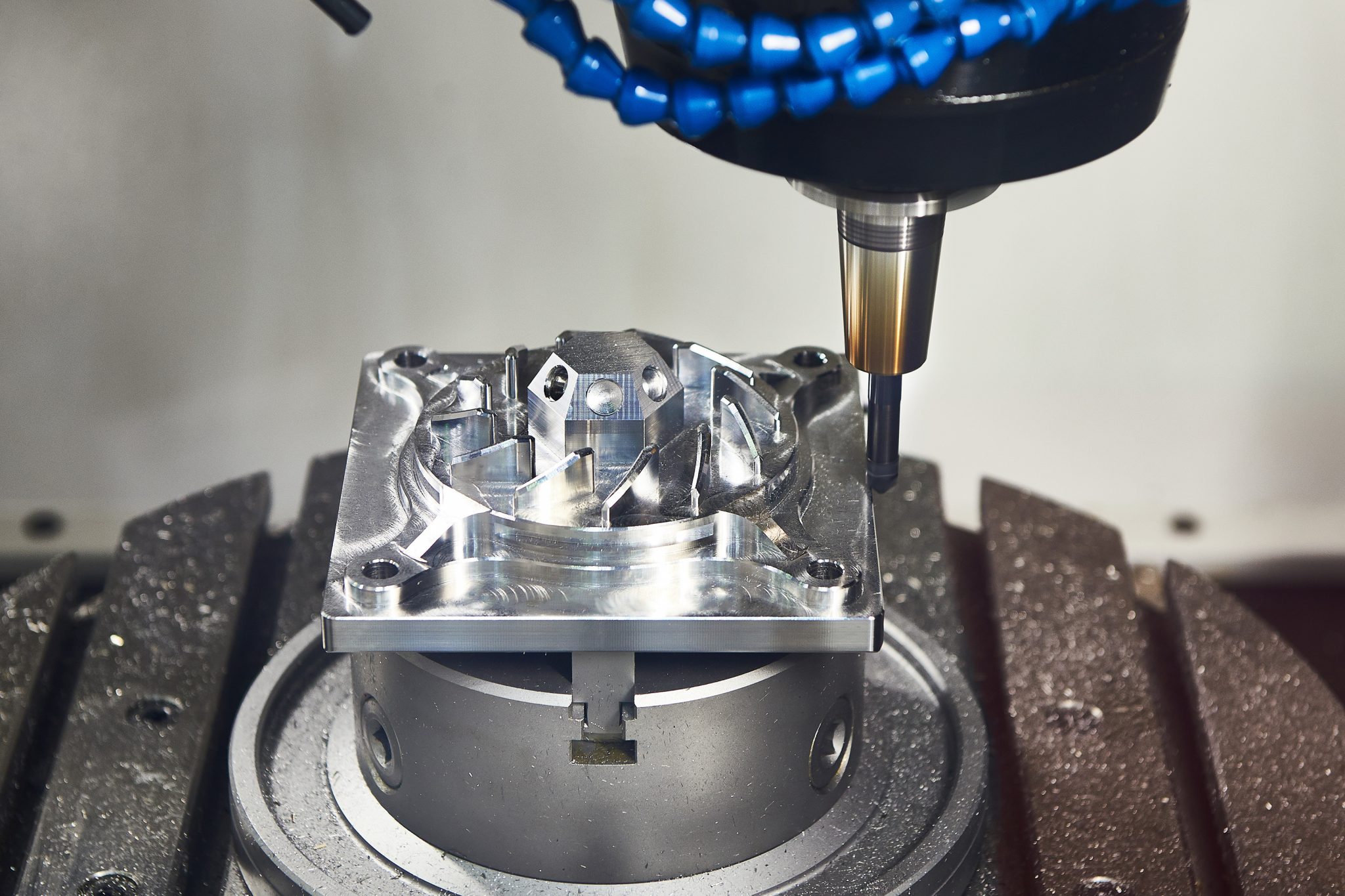
1. Elemezze a feldolgozási rajzokat, és határozza meg a feldolgozási folyamatot
Az ügyfél által biztosított feldolgozási rajzok szerint a feldolgozó személyzet elemezheti az alkatrészek alakját, méretpontosságát, felületi érdességét, a munkadarab anyagát, a nyersdarab típusát és az alkatrészek hőkezelési állapotát, majd kiválaszthatja a szerszámgépet, szerszámot, meghatározhatja a pozicionáló rögzítést. eszköz, feldolgozási módszer, feldolgozási sorrend és a vágási adag nagysága.A megmunkálási folyamat meghatározása során teljes mértékben figyelembe kell venni a CNC szerszámgép parancsfunkcióját, teljes mértékben figyelembe kell venni a szerszámgép hatékonyságát, hogy a feldolgozási útvonal ésszerű legyen, kevesebb késes idő és rövid feldolgozási idő.

2. Számítsa ki ésszerűen a szerszámpálya útvonalának koordinátaértékét
A megmunkáló alkatrész geometriai méretének és a beállított programozási koordináta-rendszernek megfelelően kiszámításra kerül a marási útvonal középpontjának mozgáspályája, és megkapjuk a maró pozíciójának összes adatát.Az általános CNC rendszernek lineáris interpoláció és körinterpoláció funkciója van, viszonylag egyszerű sík alakú részek esetében, mint például a vonal és az ívkontúr megmunkálása, csak a kezdőpont és a végpont geometriai elemeit kell kiszámítani, a kör körívét ( vagy a körív sugara), két geometriai elem metszéspontja vagy érintőpont koordinátaértéke.Ha az nc rendszerben nincs szerszámkorrekció funkció, akkor a szerszám középponti pályája koordinátaértékét kell kiszámítani.Az összetett alakú részeknél (például a nem körívből és felületből álló részek esetében) az egyenes szakaszt (vagy ívszakaszt) kell használni a tényleges görbe vagy felület közelítésére, és annak koordinátaértékének kiszámítására. csomópontok a szükséges megmunkálási pontosságnak megfelelően.
3. Írjon CNC megmunkáló programot az alkatrészekhez
A szerszámpálya adatok és a folyamatparaméterek kiszámításához szükséges késút részei szerint meghatározásra kerültek és segédműveletekkel, programozó személyzettel összhangban lehet a funkcionális utasításokban és programformátumban előírt NUMERIKUS vezérlőrendszer használatával, szakaszt a feldolgozó program részeinek megírásához.Figyelmet kell fordítani a következőkre: először is, a programírás szabványosítása legyen könnyen kifejezhető és kommunikálható;Másodszor, a használata CNC szerszámgép teljesítmény és utasítások alapján a teljes ismeret, az utasítás a készségek, programozási ismeretek használatára.






